
【 直缝管-厚壁钢管客户信赖的厂家】
更新时间:2025-05-31 22:14:53
Tags: 直缝管


文字或许能描绘直缝管产品的轮廓,但视频却能赋予它生命。每一帧都是一次全新的体验,每一次点击都是一次心灵的触动。快来观看,让产品活起来!
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 沧州 |
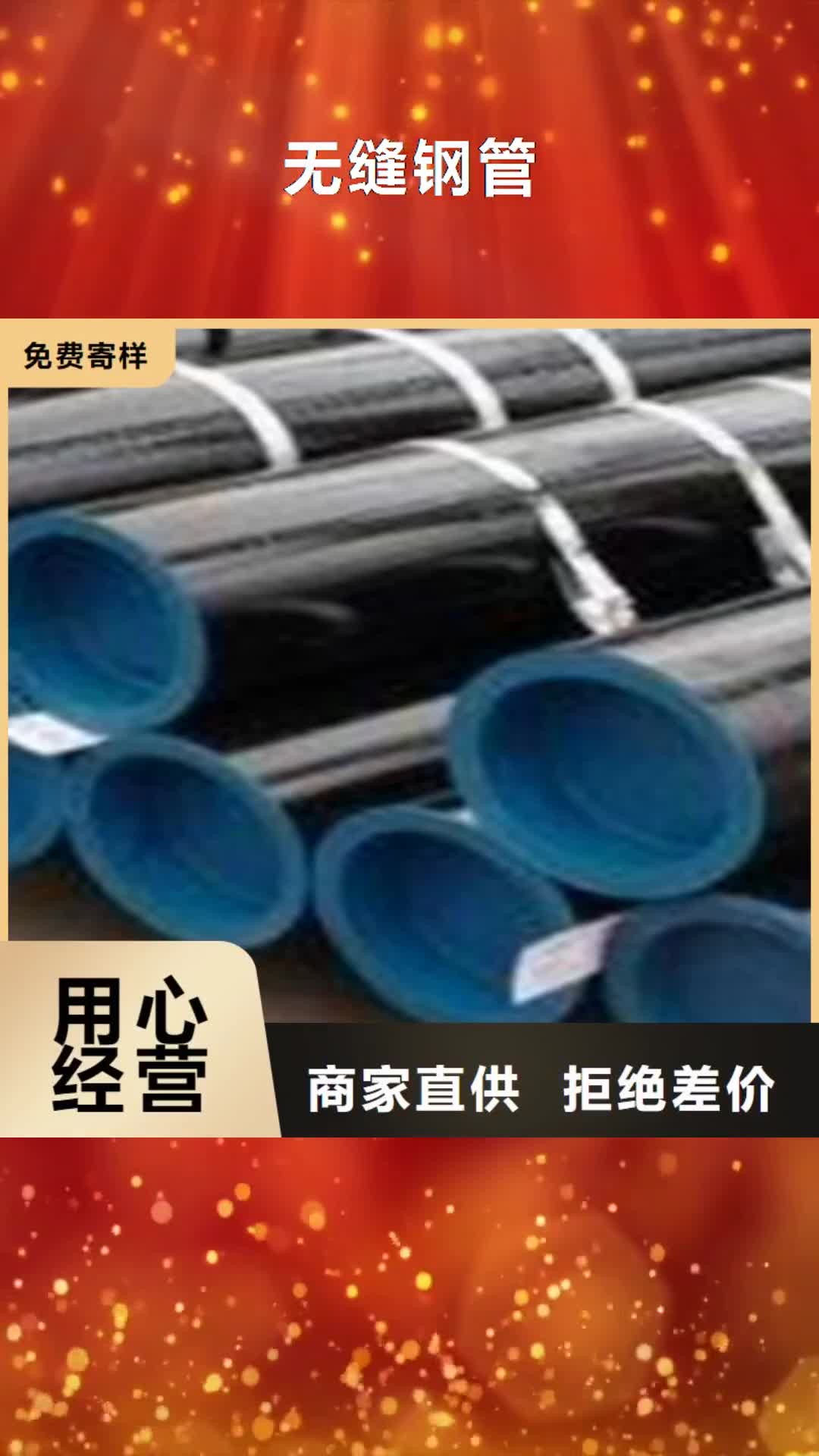
| 类型 | 无缝钢管 |
| 品牌 | 钢兴 |

【沧州钢兴钢管
(安康市分公司)czgx1881-75】作为直缝管领域的专业厂家,生产销售的直缝管产品,价格更合理,品质有保障。2oKAWM9vl获取更多直缝管行业资讯详情,请致电详询,联系人:刘学成-【13722727880】,地址:风化店乡后枣园工业区。

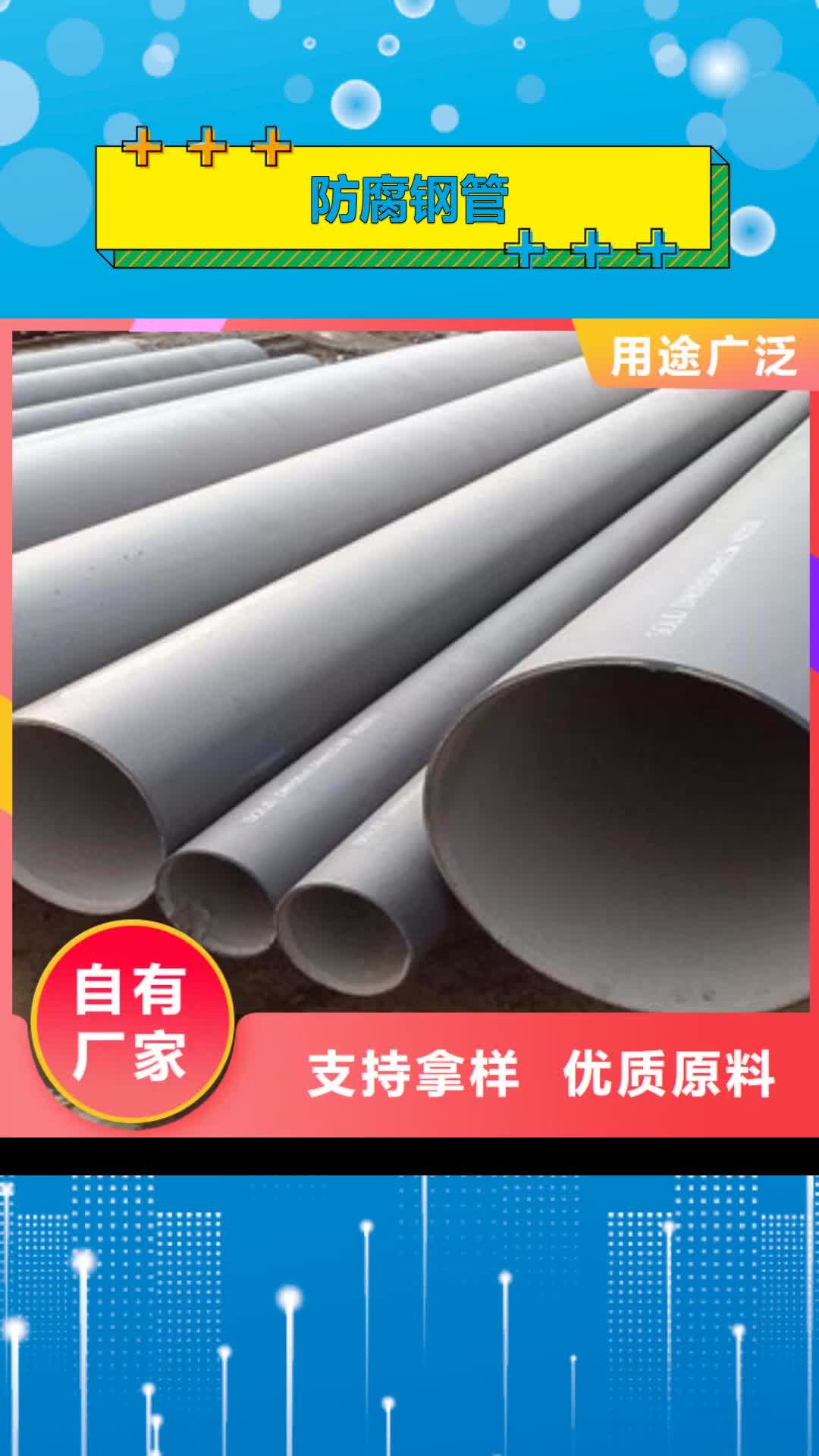
大口径厚壁直缝管的材质主要有Q235A、Q235B、16Mn、20#、Q345、L245、L290、X42、X46、X70、X80等。大口径厚壁直缝管的主要生产流程为板探-铣边-预弯边成型-预焊-内焊-外焊-超声波检验-X射线检查-扩径-水压试验-倒棱-超声波检验。采用的是埋弧焊焊接工艺。埋弧焊是一种电弧在焊剂层下燃烧进行焊接的方法。当焊丝确定以后配套用的焊剂则成为关键材料,它直接影响焊缝金属的力学性能、抗裂性能、焊接缺陷发生率及焊接生产率等。不同材质的管材需要不同的焊丝进行配套使用。埋弧焊是当今生产效率较高的机械化焊接方法之一,它的全称是埋弧自动焊,又称焊剂层下自动电弧焊。大口径厚壁直缝管的外径以d表示,L表示长度。

直缝埋弧焊管以其性能优、尺寸精度高等特点,适用于自然条件恶劣的三、四类地区。目前,国产直缝焊管的焊缝余高普遍偏高,对钢管生产、使用造成不利影响。因此,研究如何降低焊缝余高,对控制焊缝质量,降低生产成本、焊管后期使用中的隐患等具有一定的现实意义。 焊缝余高控制不当,造成的不利影响具体表现为以下几个方面:①焊缝余高过高会加大焊接材料的消耗,增加人工修磨成本。焊接时,焊接材料用于填充坡口及形成焊缝余高,壁厚越薄,则坡口尺寸越小,焊缝余高所占填充金属的比例就越大。对壁厚10 mm以下的钢管,余高所占焊缝金属填充材料的比例在70%以上,降低焊缝余高可大幅度节约焊接材料,节约人工修磨成本;②焊缝余高过高会增加防腐成本,降低防腐质量。过高的焊缝余高使防腐层在焊缝顶部明显减薄,不仅大幅度增加了防腐涂料的消耗量,并且降低了焊缝附近防腐层的附着性,管线服役中易产生剥离;③焊缝余高过高会增加钢管的质量隐患。焊趾是钢管应力、应变集中及组织弱化区,焊缝余高过大,增大了焊趾处的应力集中系数,易诱发径向裂纹等缺陷。由于无损检测条件的限制,当焊趾处几何形状不规则时,容易使浅表层的扩径裂纹被漏检,对钢管的后期使用带来隐患。

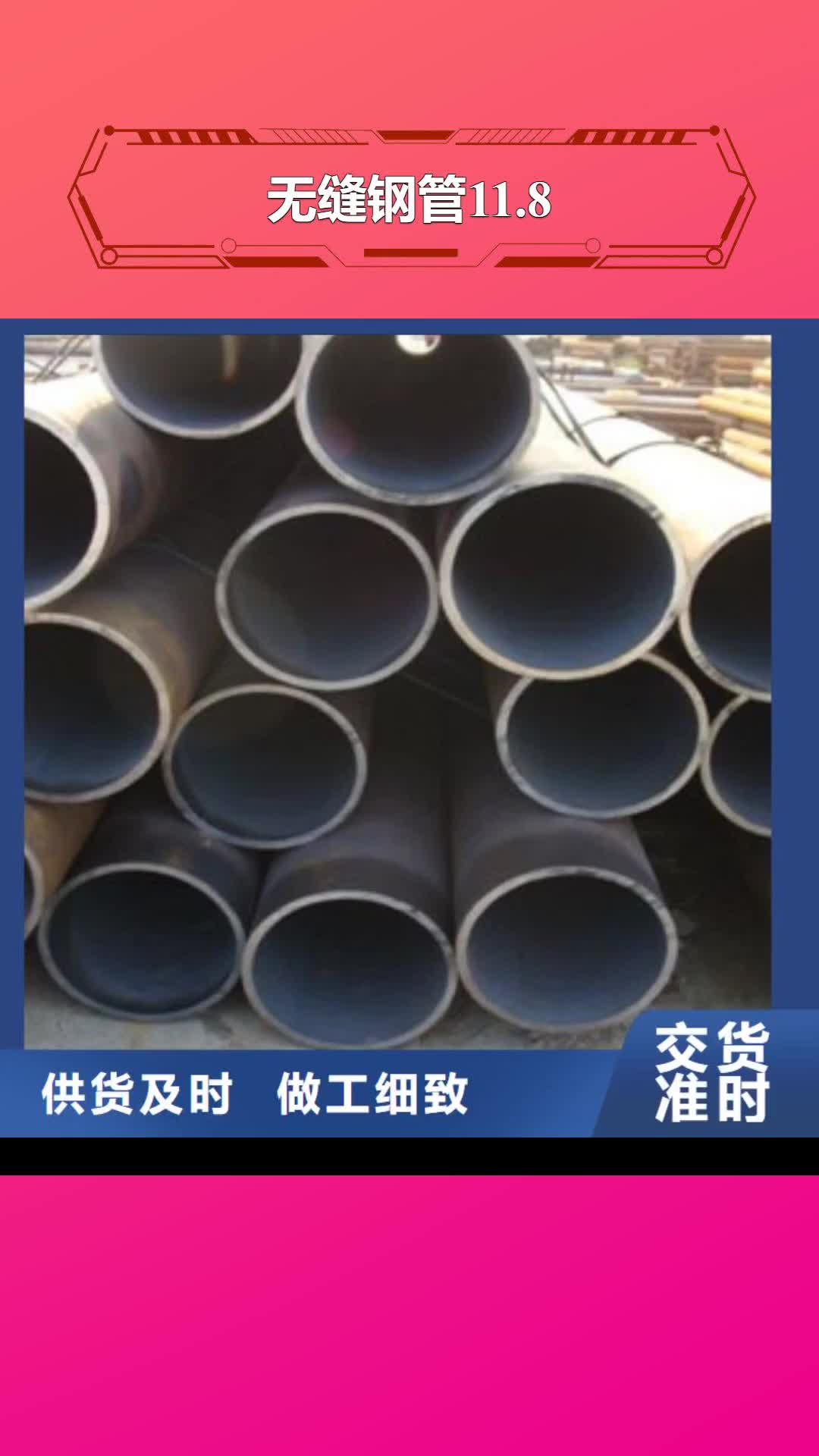
埋弧焊直缝钢管机械扩径的作用?1、可有效提高钢管尺寸精度:目前,直缝埋弧焊管成型方式主要有UO,RB,JCO,C和Hu-Metal,采用这5种成型方式生产的钢管,不同程度地存在几何尺寸精度不高的问题。由于直缝埋弧焊缝是在管体的一侧进行内、外焊,因而钢管在热应力的作用下要发生弯曲变形,而焊缝部分纵向收缩量也较大,使钢管的直线度受到严重影响;另外,这5种成型方式生产的钢管,椭圆度均较大,尤其是JCO和C成型钢管。因此,必须通过扩径、整圆等工艺提高钢管的几何精度。2、减少或在制管、试验过程中引起的包辛格效应:由于钢管在成型和试验过程中会产生包辛格效应,使屈服强度下降,而钢管在扩径时冷作硬化,扩径后可提高钢管的屈服强度,这样就减少了为达到钢管的强度要求而提高板材等级所造成的浪费。3、钢管成型和焊接的残余应力:冷扩径可以成型和焊接时造成的残余应力,改善钢管内应力的分布状态,从而避免因所输送石油或天然气中的H2S在钢管应力集中区域产生氢脆甚至裂纹的情况。









大家都爱看





